美の逸品
古き良き日本の美意識
~江戸小紋・型彫り~
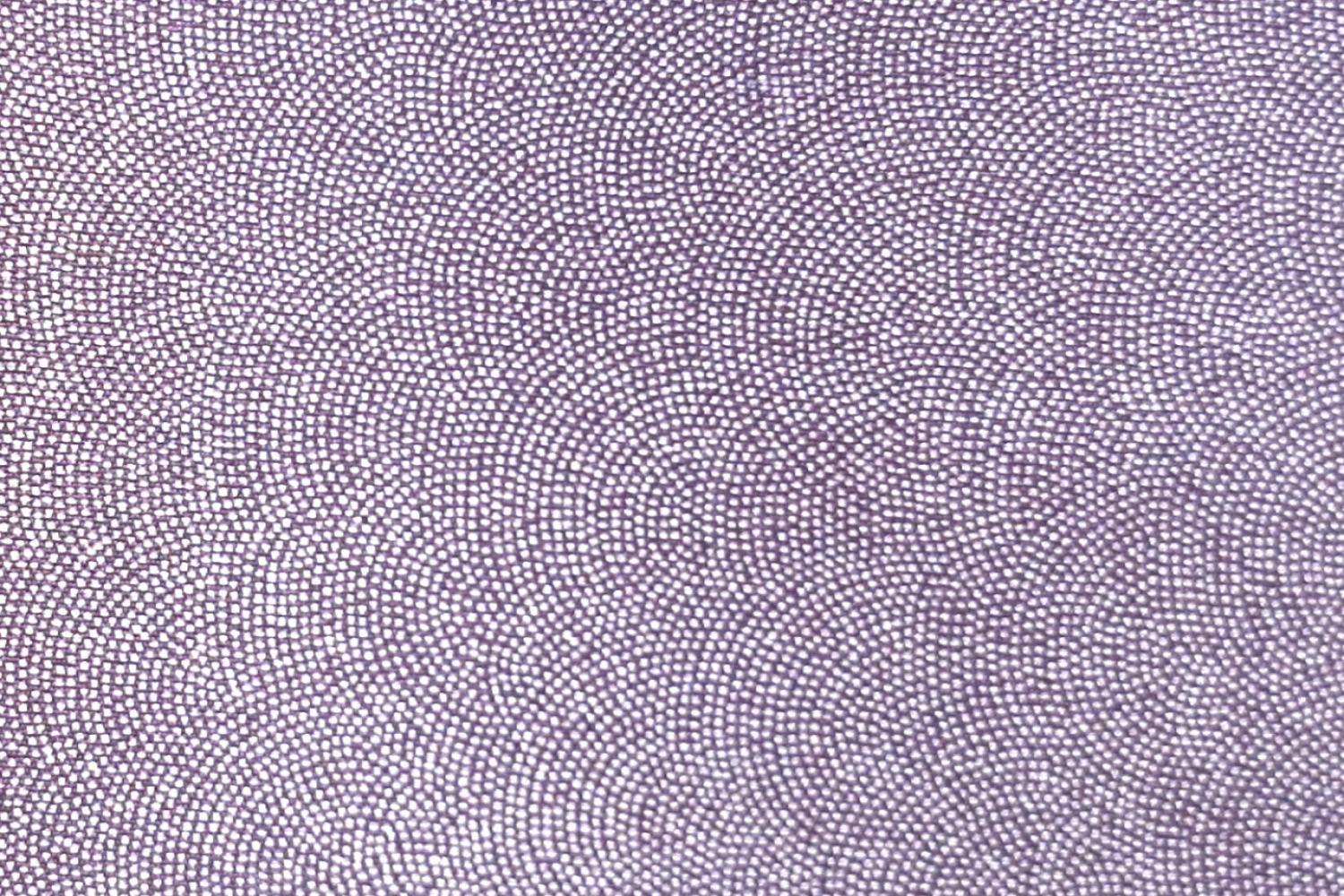
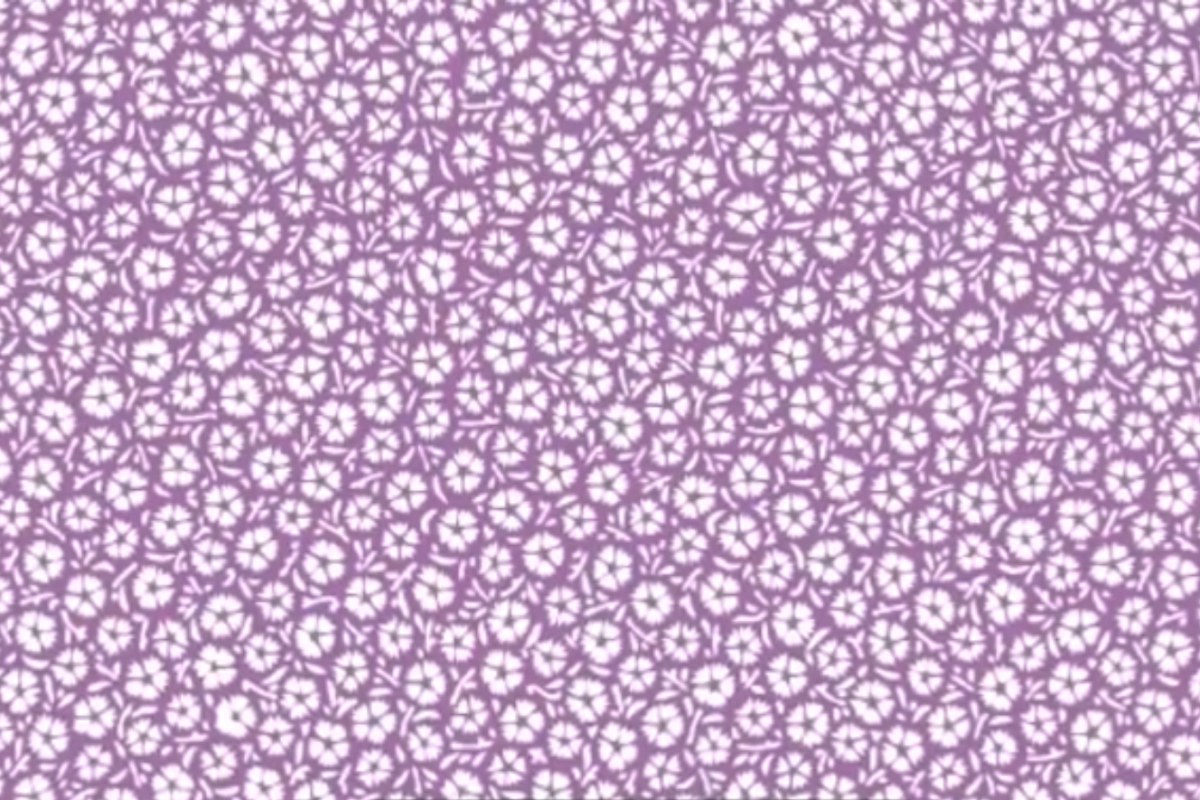
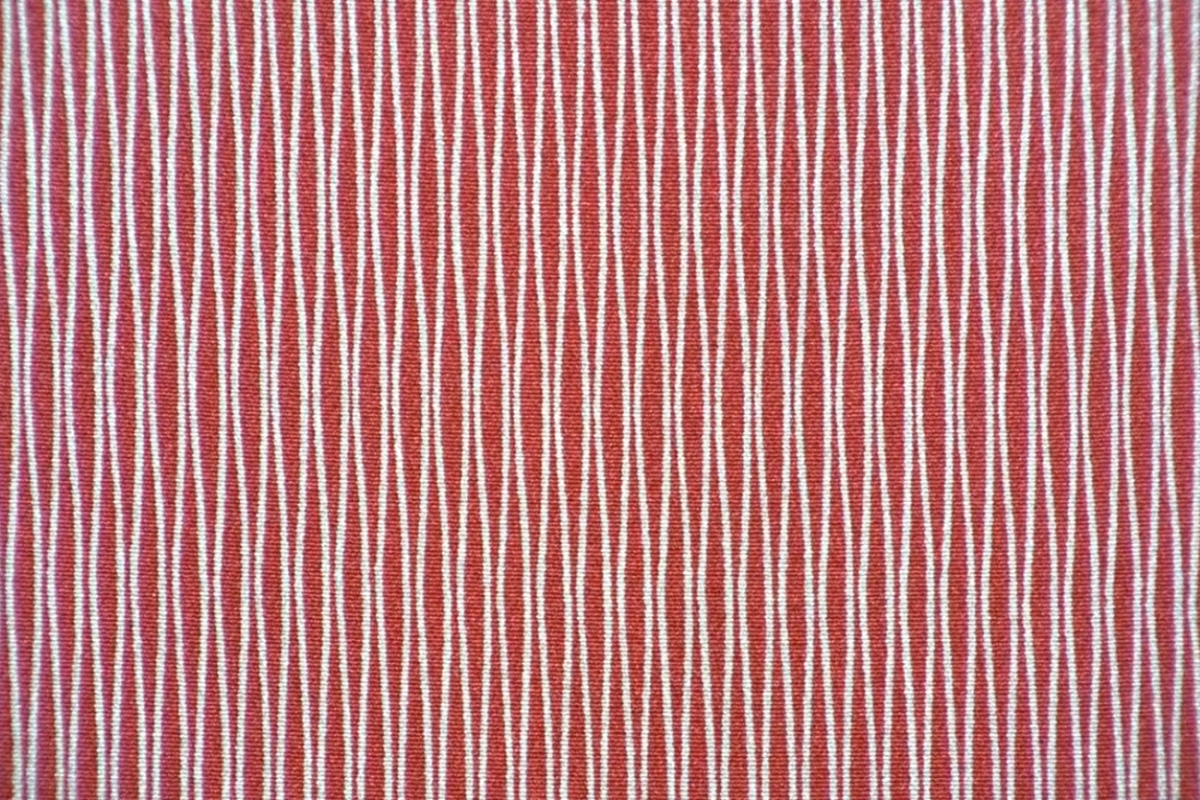
遠目には無地に見えるほどの微細な模様。見る人の心に映るのは「上品」さでしょうか、それとも「粋」な趣でしょうか。簡素な図形の連なりの中に宿る、凛とした美と独特の表現力。あなたの目には、どのように映るでしょう。
江戸時代、藩の定め柄を模様にした裃(かみしも)が作られるようになったことが、江戸小紋の始まりといわれています。幕府が定めた奢侈(ぜいたく)禁止令によって、華やかな色や柄が抑えられたことから、一見すると無地のように見える精緻な文様が生まれました。控えめな中に美を宿すその意匠こそが、「江戸小紋」の原点といわれています。
「江戸小紋」という名称が正式に用いられるようになったのは、昭和30(1955)年に江戸小紋の染色家、小宮康助が重要無形文化財保持者(人間国宝)に認定され、江戸時代から伝わる技術を受け継いだ小紋型染を指してこの名が定められました。以後、「京小紋」などと区別され、江戸小紋ならではの繊細で粋な模様の世界が確立されていきました。
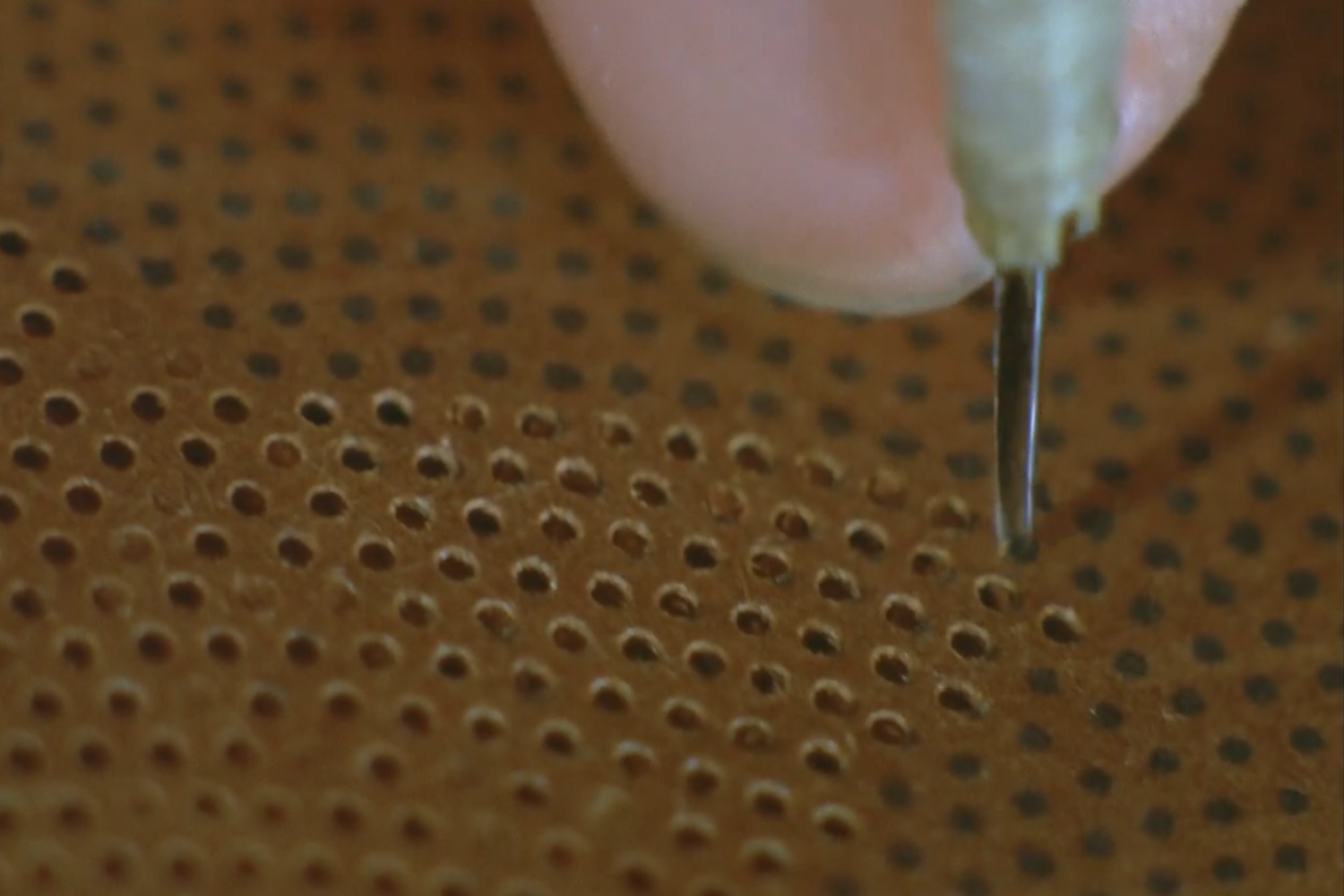
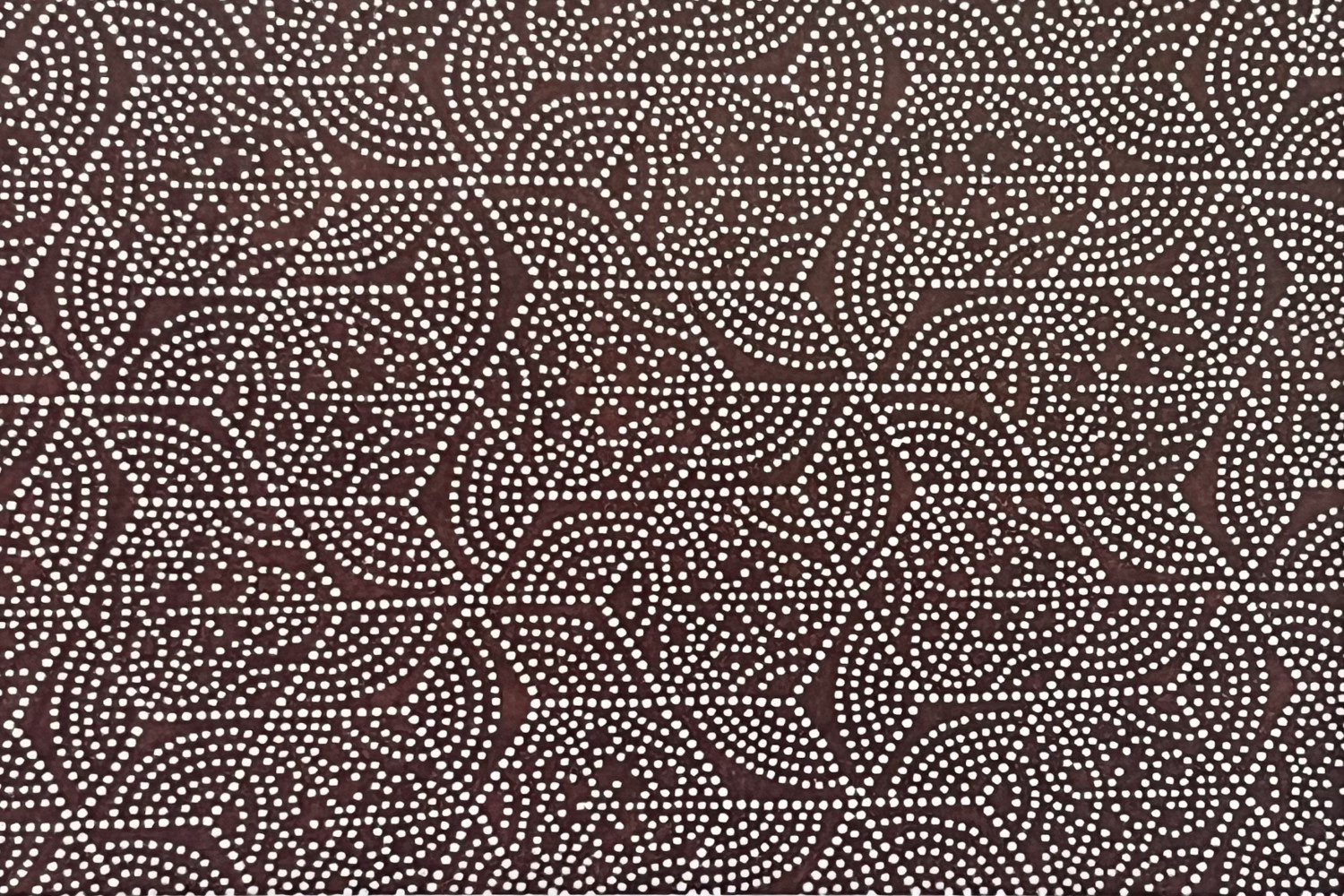
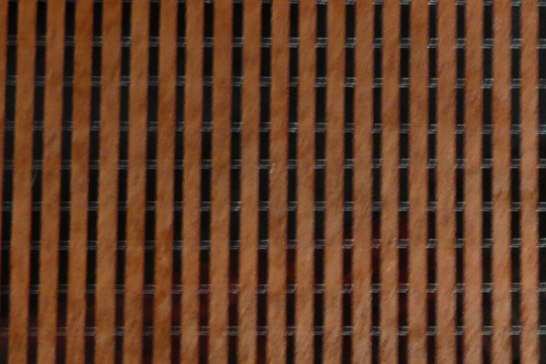
江戸小紋は、細かな模様を彫り込んだ型紙を反物の上に置き、糊置きをしてから引き染めを行います。型を彫る職人と、染めを担う職人、双方に高度な技術が求められる、まさに伝統工芸の粋といえる染め物です。
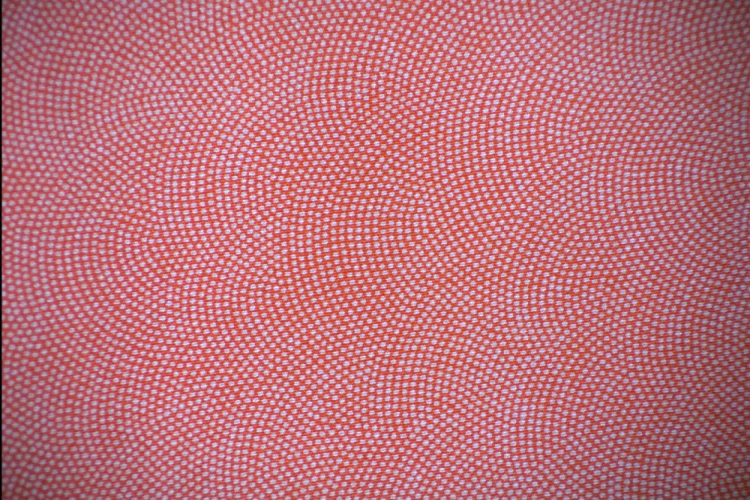
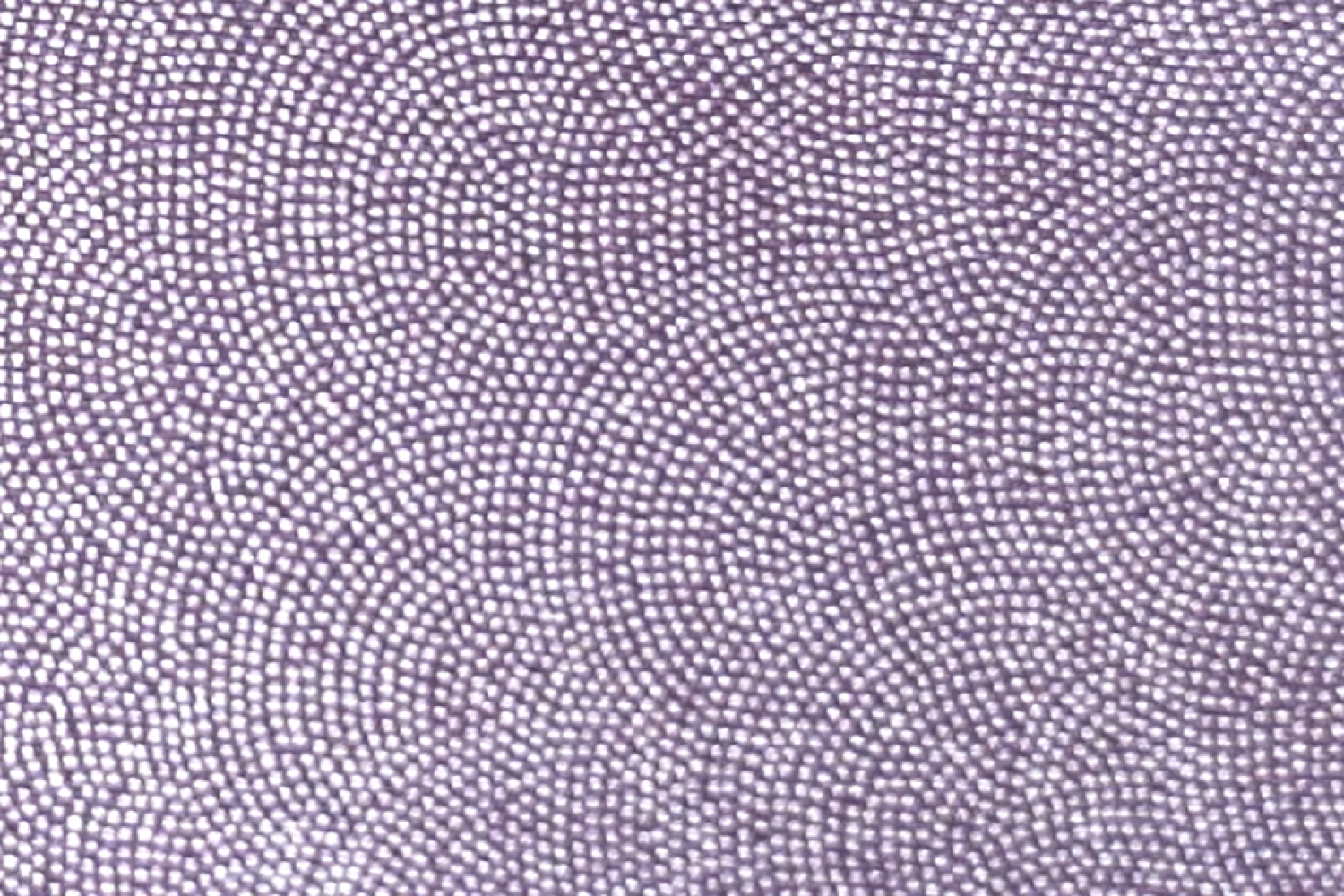
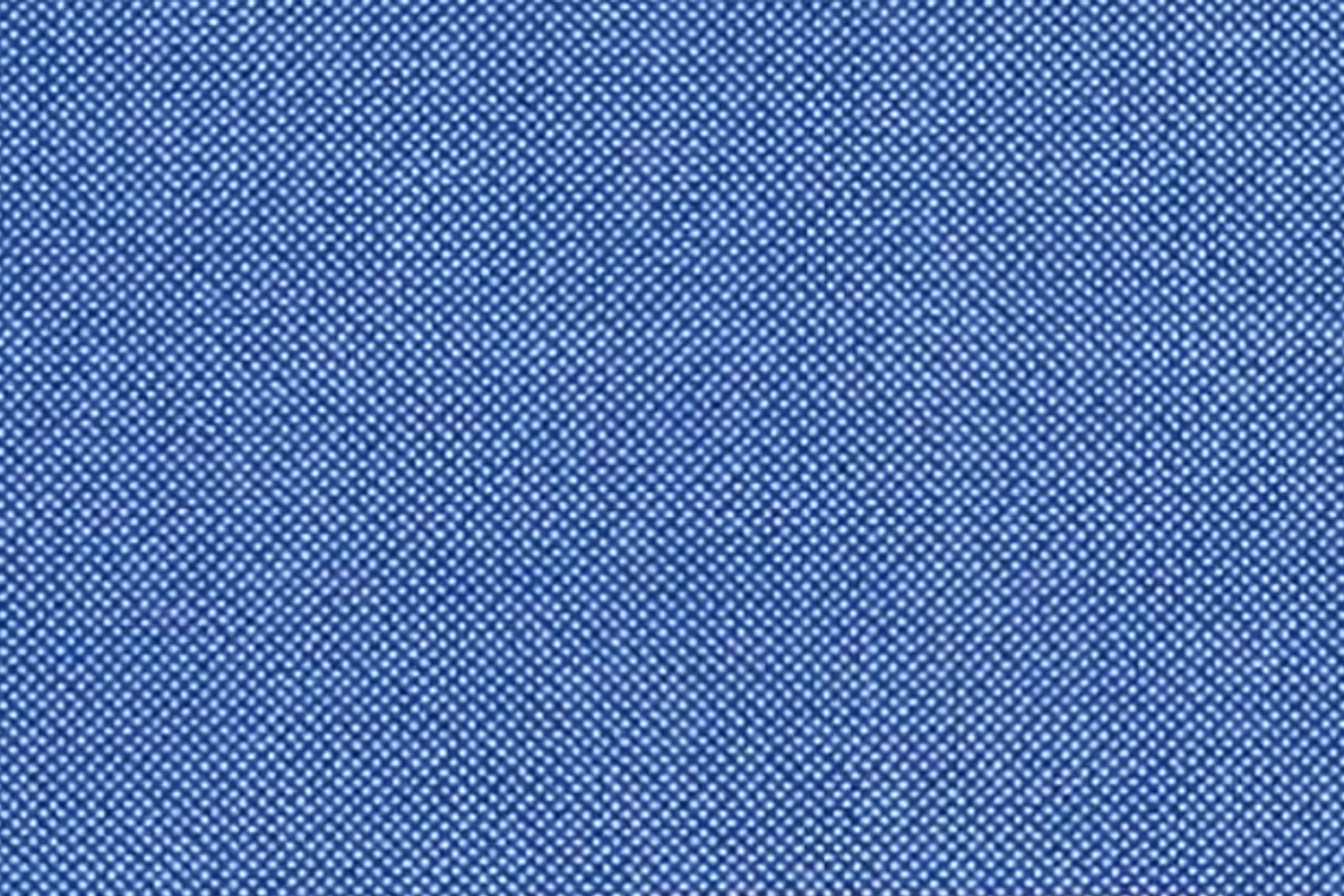
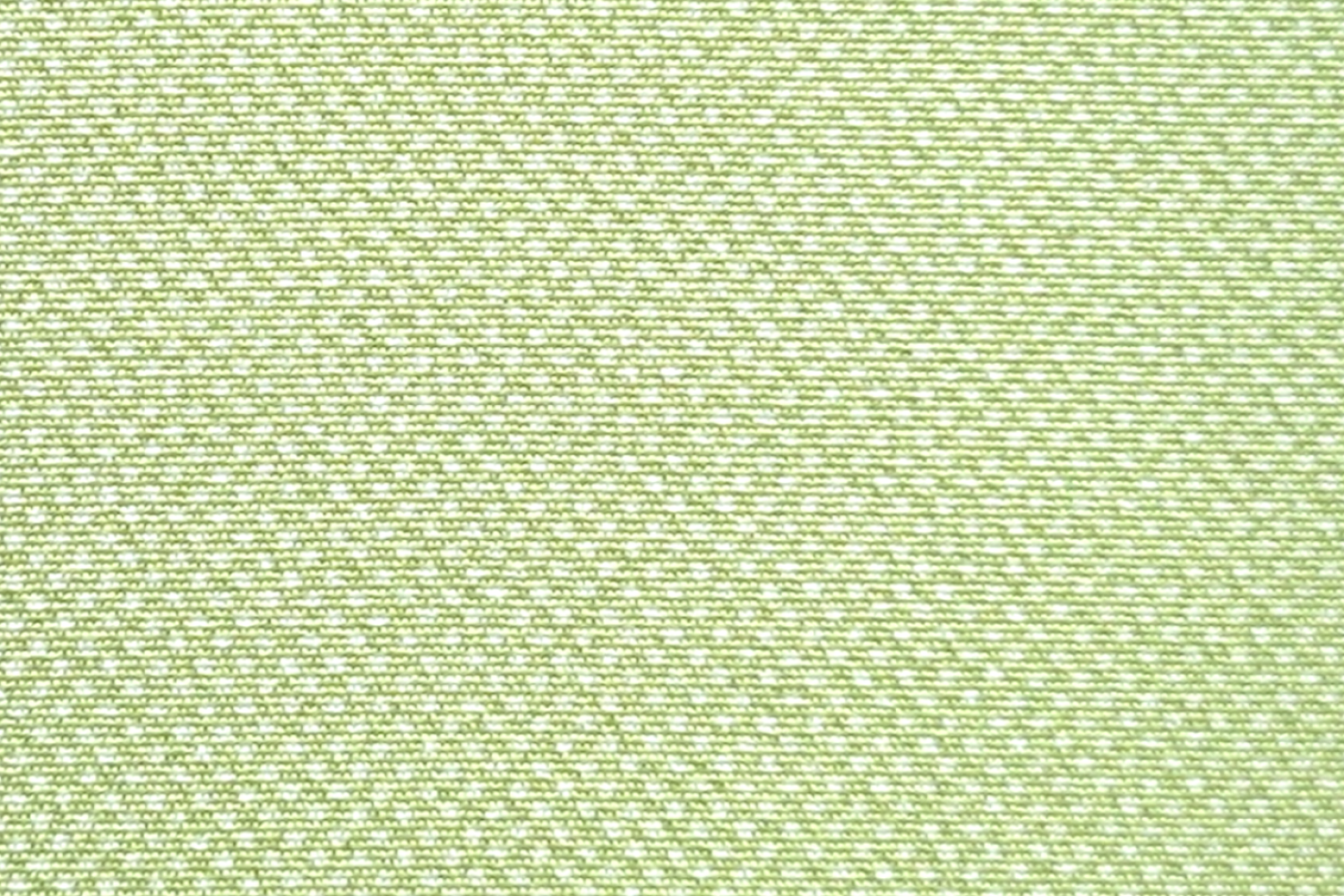
武家の正装から生まれた最高位の模様「鮫(さめ)」「行儀(ぎょうぎ)」「通し(とおし)」は、数ある江戸小紋の中でも特に格式が高く、「江戸小紋三役(えどこもんさんやく)」と呼ばれる三つの代表的な柄です。